I was in two minds if this would be better suited to the 'road' discussion area as the car is primarilly a road car but since we're talking about the engine and it's a fairly ambisious one I decided to post in this area.
There has been lots of talk on this forum and other well known Fiat / Lancia ones over the years about inlet manifolds on the 16v turbo variants. What we do know is that generally speaking the OE manifolds in the form of Coupe, integrale and kappa all suit the untouched heads in CFM flow and tuning terms. So as we modify our cylinder head's inlet ports the OE manifolds just get steadily worse (effecitvly going backwards). For example the 16v head BPF (Bare port flow) is 133 CFM @ 10" and the Integrale manifold 125 CFM, which is barley enough to keep up with the 'as cast' head. After porting the head can reach 165 CFM in the highest state of tune, therefore bolting on an inlet manifold with 125 CFM is'nt going to give you the most from what the cylinder head ports are (very) capable of.
GC rule, " The manifold must match or outflow the head"
The options are quite plain, 1> Use another version of an OE manifold and modify, or
2> Build one from scratch.
I went for no. 2 and here is why,
Lets look at the OE options first, the integrale manifold is a bit of a lost cause because it would need to be extensively cut into bits to allow porting and then welded back together agian, even then the plenum is too small for high output engines and the runner length is tuned to work at low to mid rpm. The coupe / tipo unit is more promising due to the fact that the runners can be seperated from the main plenum, this alows for some nice porting to be done internally of which I know Guy has tested this method and achevied just a few CFM loss when bolted to a modifyed head on the flow bench. Unfortunatly the same problems arise with the inadequete plenum volume and fixed runner. One other feture of the coupe manifold is that it curves up to the head which works, but we have a downdraughted head and a matching downdraghted manifold would be preferable. This brings me to the Kappa, this has nice down draught angle and a slightly larger cross section in the runners yielding better overall flow over the others, problem with the kappa unit is fitting it in the integrale engine bay as it's quite tall and again same fixed dimentions like the others. The kappa can be ported from the entrance and back slightly to flow (correct me Guy if 'm wrong) 148 CFM @ 10 ". Not bad, but not quite enough for our 160 CFM head, so using any of the above, while good in some areas were allways going to be a copromise.
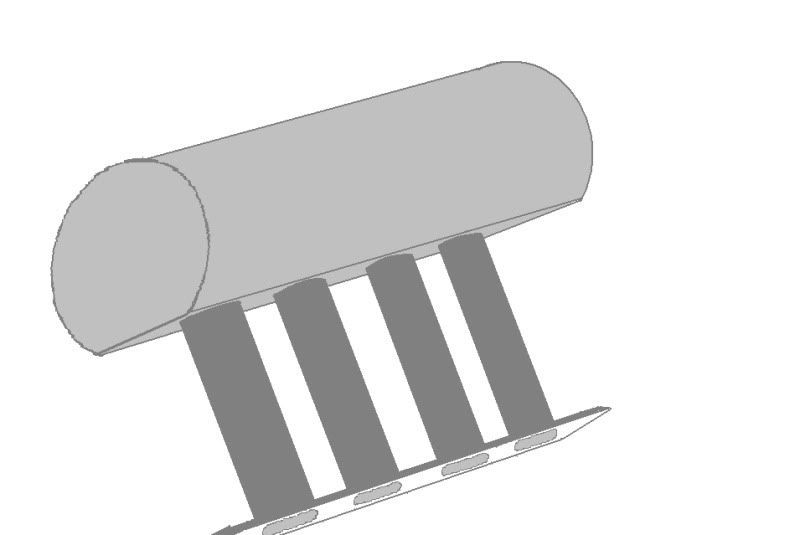
Here's what I did and how I did it, this is the basic design drawings I made before hand - with a bit of help from the workshop manual :-)
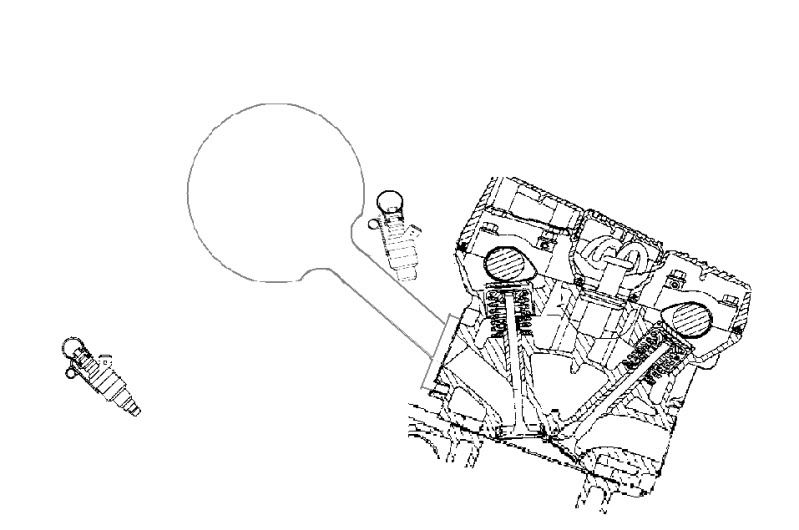
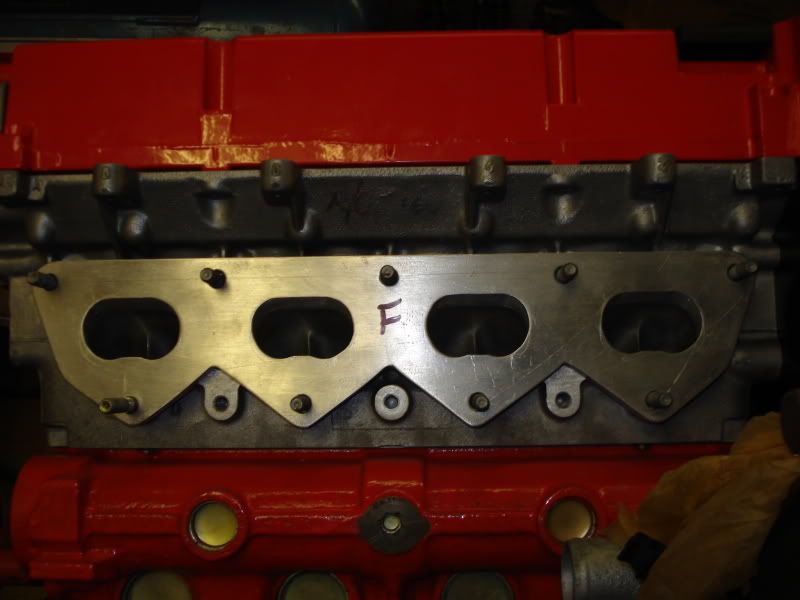
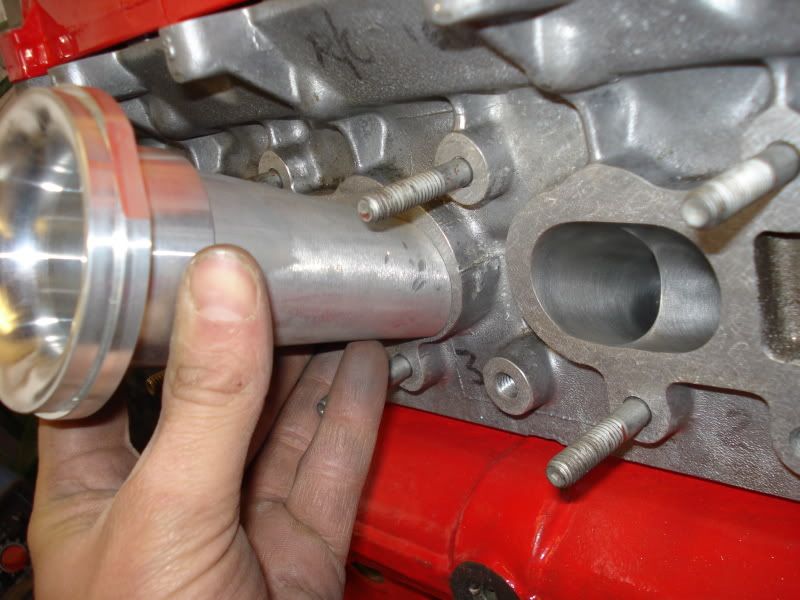
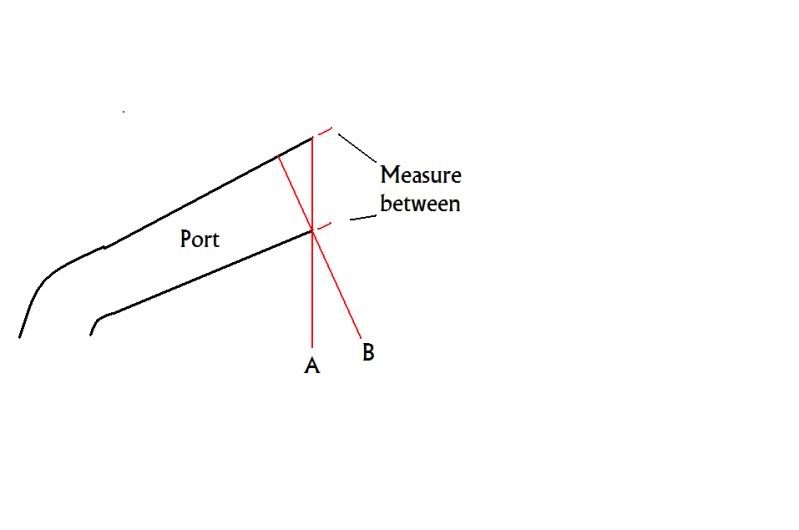
First job is to work out the cross sectional area of one inlet port, this sounds straight forward enough but the area is deceptively large. To get the true size you need to measure across the port perpendicular at 90 deg and not across the gasket face which is quite a bit larger due to it's diagonal plane. See picture below, measure line 'B'.
To find the area we also need the distance accross or the horizontal plane, then break it up into sections with a diagram (see below). So what we effectivly have is a rectangle and two semi circles which is easy to find the area from here. To find the middle dimentions simply subtract the height (diameter of circle part) from the width giving us the 24mm.
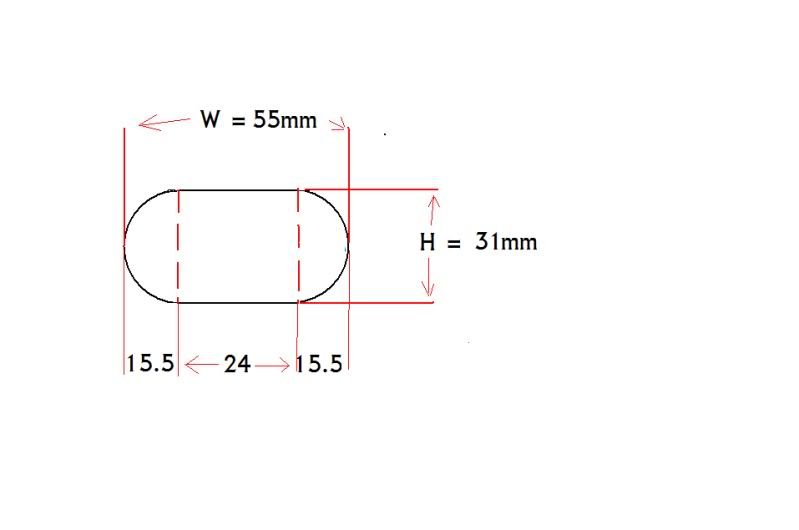
Area of inlet port = area of rectangle + area of circle (2 x semi's)
Area of rectangle = 31 x 24
= 744 sq mm
Area of circle = radius squared x 3.142
= 15.5 x 15.5 x 3.142
= 754.8
Add the two areas - 744 + 754.8 = 1498 Sq mm, which translates to a round pipe with an ID of 43.5mm
Materials list so far-
Alluminium tube 2" od x 10 SWG 1 meter off (runners) around 44mm ID
" Flat bar 4" x 1/2' (flange)
" Flat bar 6" x 1/4' (plenum end cap)
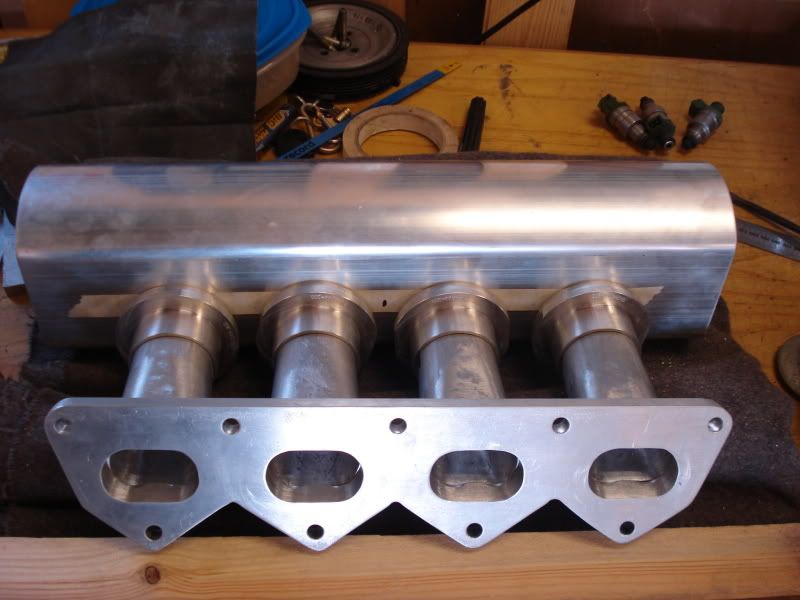
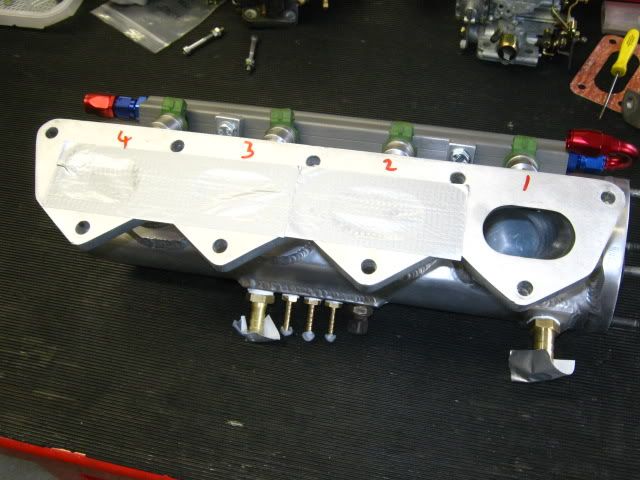
I sourced the plenum extrusion, some 2" weld on ram pipes and a blank fuel rail from a firm in the states who specialize in inlet manifold parts, send me an email for more information. The plenum is a solid one piece 1/4" thick extrusion and the ram pipes are made with a lip which fits 2" tube perfectly.
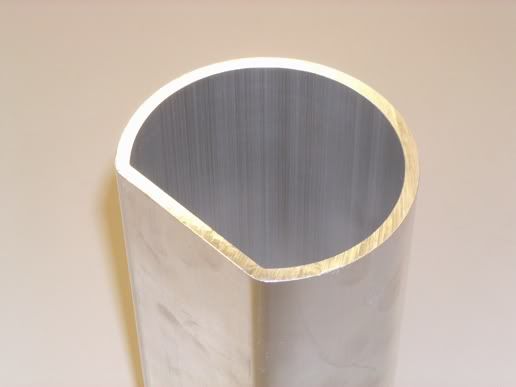

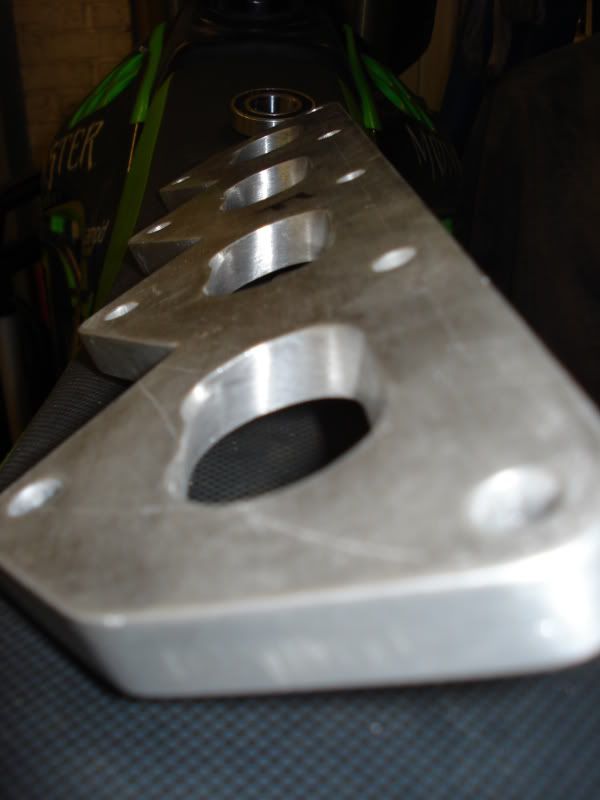
And here is the round ally tube and what will be the flange.

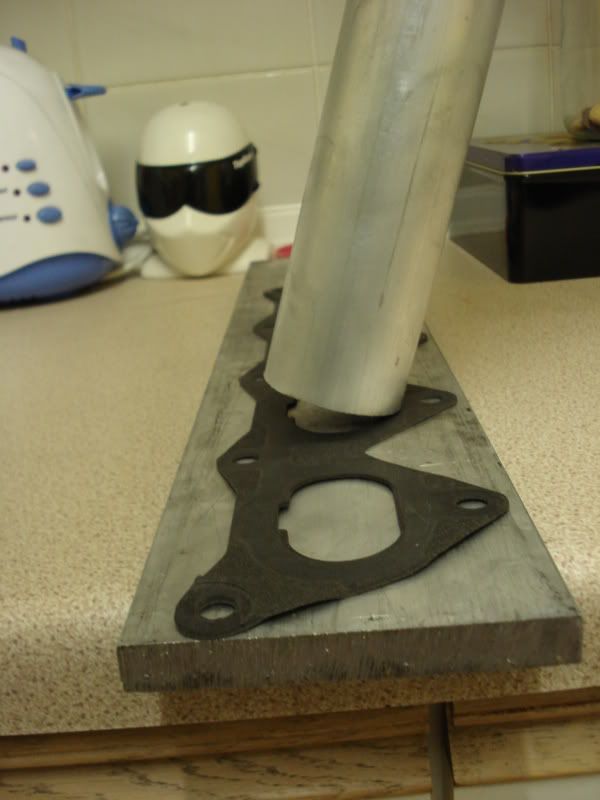
Does'nt quite fit the area yet !

Thats it for part 1, I will cover the actuall building technique next time.
Richard